
Valid for Serial NO 942 XXX--XXXX0457 038 001 010312
MLC 30C
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avi sering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehal ten.
Sous réserve de modifications sans avis préalabl e.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especifi caciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 12................................................
NORSK 21................................................
SUOMI 30................................................
ENGLISH 39..............................................
DEUTSCH 48.............................................
FRANÇAIS 58.............................................
NEDERLANDS 68.........................................
ESPAÑOL 77..............................................
ITALIANO 87..............................................
PORTUGUÊS 97..........................................
ÅËËÇÍÉÊÁ 107.............................................

PORTUGUÊS
-- 9 7 --
TOCp
1DIRECTIVAS 98.......................................................
2 SEGURANÇA 98......................................................
3 INTRODUÇÃO 99.....................................................
3.1 Especificações técnicas 99....................................................
3.2 Conteúdo do fornecimento 99.................................................
4 INSTALAÇÃO 100......................................................
4.1 Conexão 100.................................................................
4.2 Resistência terminal 101.......................................................
5 FUNCIONAMENTO 101.................................................
5.1 Ajustes 101...................................................................
5.2 Substituição do fio 102.........................................................
5.3 Soldadura 104................................................................
6 MANUTENÇÃO 106....................................................
6.1 Limpeza 106..................................................................
7 ACESSÓRIOS 106.....................................................
8 ENCOMENDAS DE PEÇAS DE REPOSIÇÃO 106..........................
ESQUEMA 118...........................................................
LISTA DE COMPONENTES 119............................................
LISTA DE PEÇAS SOBRESSALENTES 121..................................

-- 9 8 --
bm28d12p
1 DIRECTIVAS
DECLARAÇÃO DE CONFORMIDADE
Esab Welding Equipment AB, S--695 81 Laxå Suécia, garante sob responsabilidade
de própria que a unidade de alimentação de arame MLC 30C a partir do número de
série 911 está em conformidade com a norma EN 60974--1 segundo os requisitos
da directiva (73/23/CEE) com o suplemento (93/68/EEC) e com a norma EN 50199
segundo os requisitos da directiva (89/336/CEE) com o suplemento (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 1999 05 10
Anders Birgersson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 41192
4
2 SEGURANÇA
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DA INSTALAÇÃO E UTILIZAÇÃO
SOLDADURA E CORTE A ARCO PODEM SER NOCIVOS TANTO PARA SI COMO PARA OUTRAS
PESSOAS. SEJA, PORTANTO, CAUTELOSO QUANDO UTILIZAR ESSES MÉTODOS. SIGA AS ES-
PECIFICAÇÕES DE SEGURANÇA DO SEU EMPREGADOR QUE DEVERÃO BASEAR--SE NOS TEX-
TOS DE ADVERTÊNCIA ABAIXO.
CHOQUE ELÉCTRICO -- Pode matar
S Instale o equipamento de soldar e ligue à terra conforme as normas apropriadas.
S Não toque em partes condutoras de corrente, eléctrodos ou fios de soldar com as mãos desprote-
gidas nem com o equipamento de protecção molhado.
S Isole--se a si próprio da terra e da peça a trabalhar.
S Certifique--se de que a sua posição de trabalho é segura.
FUMO E GÁS -- Podem ser prejudiciais à sua saúde
S Mantenha o rosto afastado do fumo de soldadura.
S Ventile e aspire para o exterior o fumo de soldadura e gás, eliminando--os da sua e das outras
áreas de trabalho.
RAIOS LUMINOSOS -- São nocivos aos seus olhos e podem queimar a pele
S Proteja os olhos e a epiderme. Use capacete e luvas de soldar apropriados e vista roupas de pro-
tecção
S Proteja os arredores com biombos ou cortinas apropriados.
RISCO DE INCÊNDIO
S Faiscas podem provocar incêndios. Portanto, retire todos os materiais inflamáveis das imediações
do local de soldadura.
RUÍDOS -- Ruídos excessivos podem causar danos à audição
S Proteja os seus ouvidos. Use protectores de ouvidos ou outra protecção auditiva.
S Previna os circunstantes sobre os riscos.
EM CASO DE MAU FUNCIONAMENTO -- Dirija--se a um técnico especializado.
PROTEJA--SE A SI MESMO E AOS OUTROS!
ATENÇÃO
PT

-- 9 9 --
bm28d12p
3 INTRODUÇÃO
A unidade alimentadora de eléctrodos MLC 30C é um componente integrante do
sistema ESAB Aristo 2000. O mecanismo de alimentação faz avançar o fio através
de um tubo de soldadura até ao porta--eléctrodos, em consequência do que o motor
pneumático localizado no punho do porta--eléctrodos arrasta o fio até ao bocal de
contacto. Isto proporciona uma alimentação de fio homogénea e sem interrupções,
o que é uma vantagem em soldaduras com materiais de enchimento macios, por
exemplo, o alumínio, e fios finos.
O fio de soldadura está isolado da cobertura externa do mecanismo alimentador.
Há diversas alternativas para a localização da unidade alimentadora. Equipada com
uma peça oscilante, a M LC 30C torna--se girável e pode--se posicionar acima da
cavilha de guia da fonte de corrente. Também pode ser equipada com um suporte e
atuar suspensa acima do local de trabalho, ou completar--se com um conjunto de
rodas (carro) para deslocamento sobre o pavimento ou mesa de trabalho.
3.1 Especificações técnicas
Tensão de alimentação 42 V 50/60 Hz
Potência requerida 70 VA
Conexão de gás Bocal para mangueira de 6 m m
Conexão de ar Conexão para m angueira de 1/4”
Pressãodoar Min.500kPa(5kg/cm
2
)
Velocidade de alimentação do fio 1,5 -- 18 m/min
Diâmetro do fio 0,8 -- 1,6 mm
Porta--eléctrodos PKB, comprimentos de mangueira até 16 m
Corrente de soldadura Máx. 400 A com 60% de intermitência
Bocal de entrada Diâmetro do furo 2,7 mm
Bocaldesaída Diâmetrodofuro1,5mm
Em soldaduras com fio de 1,6 mm remove--se
o bocal de saída
Cubo de travagem para bobinas
de fio com:
Diâmetro externo máx. 300mm
Furo do cubo, diâmetro 51,1 mm
Comprimento do cubo 100 mm
Dimensões (c x l x a) 493x336x268 mm
Classe de revestimento IP 2 1
Pressão sonora contínua, ponde-
rada em A
58 dB
Peso 22 kg
3.2 Conteúdo do fornecimento
O mecanismo de alimentação é fornecido com os seguintes acessórios:
Bocal de entrada para porta--eléctrodos PKB
Bocais para fios de Ss e Fe 0,8; 1,0; 1,2 e 1,6 mm .
Bocal para fio de alumínio 0,8 -- 1.2 mm.
Roletes alimentadores
Para fio 0,6 -- 1,0 mm e 1,0 -- 1,6 mm.
PT

-- 1 0 0 --
bm28d12p
4 INSTALAÇÃO
AVISO
Este pr oduto é concebido para uso industrial. Utilizado num ambiente doméstico,
pode causar interferências no r ádio. É da total responsabilidade do utilizador,
tomar as devidas precauções.
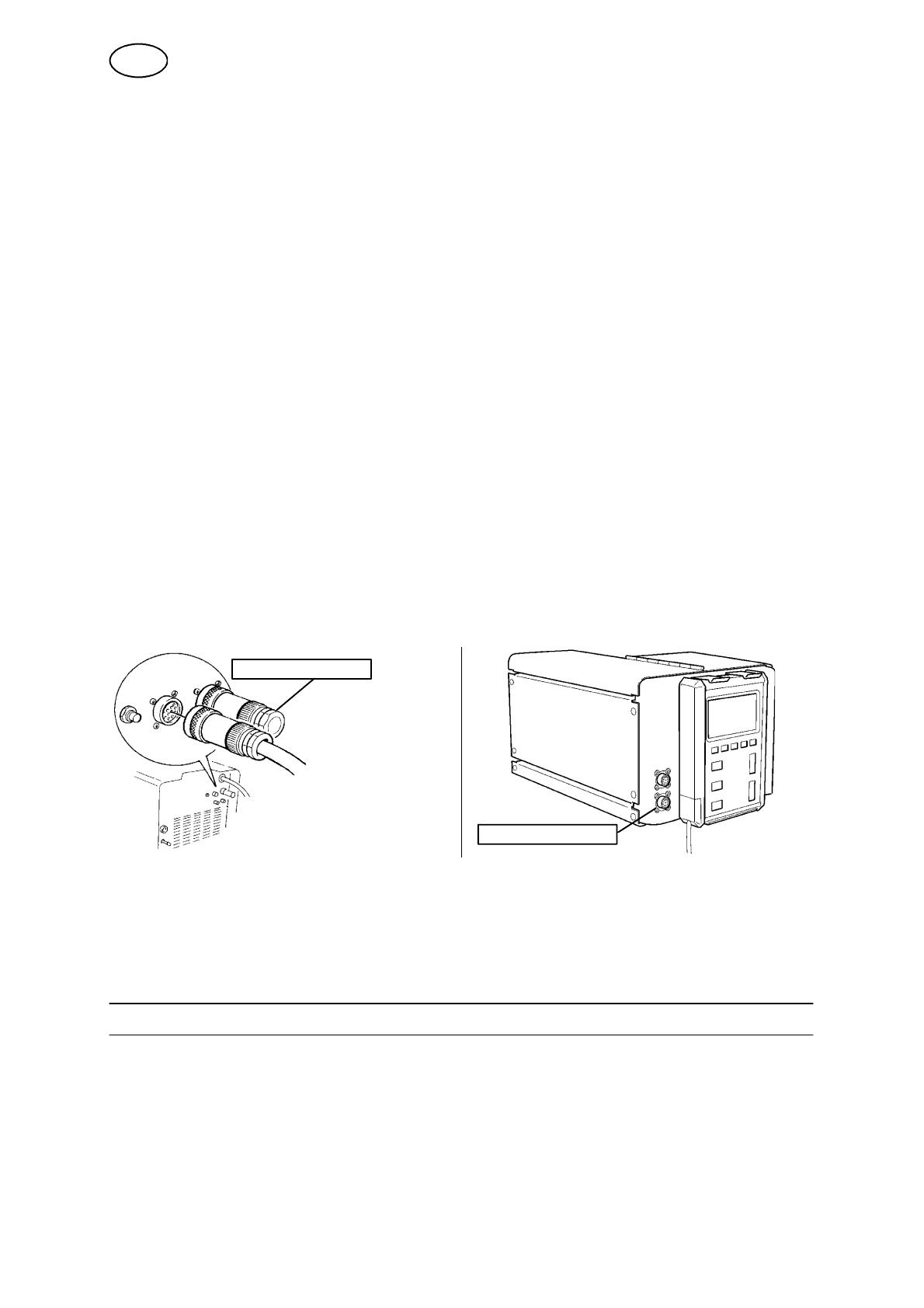
4.1 Conexão
4.1.1 Conexões e pain e l d e co mando
5. Bocal para conexão de gás.
6. Conexão do cabo de comando da fonte de corrente.
7. Conexão da corrente de soldadura da fonte de corrente.
8. Conexão da caixa de ajustes, livre escolha. Só a caixa de ajustes PUA 1 ou
uma resistência terminal podem ser aqui conectadas.
9. Conexão para porta--eléctrodos.
10. Caixa de ajustes.
S Conectar o ar comprimido da mangueira na parte de trás do mecanismo de
alimentação.
4.1.2 Conexão da mangueira de soldadura
1. Pressionar na mangueira de soldadura o bocal
de entrada (a), escolhido conforme o diâmetro
do fio.
2. Abrir a unidade alimentadora de eléctrodos, do
lado em que está situado o mecanismo de
alimentação. Afrouxar o parafuso de bloqueio
na placa de conexão.
3. Conectar a mangueira de soldadura (b) à
unidade alimentadora e apertar o parafuso de
bloqueio na placa de conexão.
4. Retiraratampadeplásticodocorpodo
porta--eléctrodos. Afrouxar o parafuso (e) e
pressionar a outra extremidade da mangueira
no porta--eléctrodos. Apertar o parafuso de
bloqueio e repor a tampa de plástico no seu
lugar.
PT
-- 1 0 1 --
bm28d12p
4.1.3 Conexão da co rrente de solda d u ra
Conectar o cabo eléctrico de soldadura, do polo positivo na fonte de corrente ao
acoplamento de corrente na parte traseira do mecanismo de alimentação.
4.1.4 Conexão do ar co mprimido
Conectar o ar comprimido, mínimo de 500 kPa, à mangueira que se sobressai da
parte traseira do mecanismo de alimentação.
O ar comprimido passa pelo regulador do filtro, pré--ajustado para 500 kPa. O
regulador drena--se a si próprio quando se desliga o ar comprimido.
NOTA: Verificar periodicamente se a drenagem do regulador funciona. A presença
de água no ar comprimido destinado ao porta--eléctrodos causa interrupções no
funcionamento.
4.2 Resistência terminal
A resistência terminal deverá localizar--se nas extremidades do bus CAN, a fim de
evitar interferências de comunicação. A caixa de ajustes possui uma resistência in-
corporada. A fonte de correnteeomecanismodealimentação nãopossuem resis-
tência incorporada. A resistência terminal é fornecida com a fonte de corrente.
Dependendo do tipo de conexão, a r esistência é conectada conforme o seguinte:
Resistência terminal
Resistência terminal
Caixa de ajustes conectada ao mecanis -
mo de alimentação
Conectar a resistência terminal na parte
traseira da fonte de corrente. Conectada
deste modo quando da entrega.
Caixa de ajustes conectada à fonte de
corrente
Conectar a resistência terminal à parte
frontal do mecanismo de alimentação .
5 FUNCIONAMENTO
5.1 Ajustes
O mecanismo de alimentação não possui painel de comando. As afinações
fazem--se com a caixa de ajustes que se pode conectar a o m ecanismo de
alimentação ou à fonte de corrente. À caixa de ajustes corresponde um manual de
programação que descreve o seu manuseio.
PT

-- 1 0 2 --
bm28d12p
5.1.1 Cubo de travagem
A bobina de eléctrodos está montada sobre um cubo de
travagem, ajustado de fábrica. Sendo necessário efectuar
um ajuste posterior, seguir as instruções abaixo.
O efeito de travagem pode ajustar--se com os dois
parafusos S (molas) localizados dentro do cubo.
Rodando--se os parafusos para a direita, reduz--se o
efeito de travagem. Ajustar o cubo de modo tal que o fio
esteja um pouco frouxo quando a alimentação parar.
5.1.2 Alimentação de eléctrodos a frio
Quando se inicia a alimentação do fio, a fonte de corrente aumenta a tensão e a
válvula de gás abre--se. Se o fio não entrar em contacto com a peça de trabalho,
desligam--se a tensão e o gás após aproximadamente três segundos. A alimentação
de fio continua até que se liberte o disparador do porta--eléctrodos.
5.1.3 Pressão de alimentação do fio
O mecanismo de alimentação possui um rolete alimentador e um rolete de pressão
que actuam em conjunto. O rolete de pressão está sobre um eixo dotado de
rolamentos. A pressão sobre o fio pode ser alterada por meio de uma mola de
fixação no eixo, ajustável em diversas posições.
AVISO!
As peças em rotação constituem risco de ficar entalado,
seja por isso extremamente cuidadoso.
5.2 Substituição do fio
O guia do fio é fabricado em plástico e sensível a objectos cortantes. Deve--se,
portanto, remover com uma lima as rebarbas e cantos cortantes na ponta do fio,
antes de se introduzir o novo fio de soldadura no guia respectivo.
1. Afrouxar a m ola do rolete de pressão no m ecanismo de alimentação e no
porta--eléctrodos.
2. Enrolar de volta o fio que se encontra no guia do fio. Retirar a bobina de fio.
3. Colocar a nova bobina.
4. Endireitar 5--10 cm de fio e limar a ponta do fio para remover as rebarbas.
5. Verificar se os seguintes componentes possuem as dimensões correctas: rolete
de alimentação, bocal de saída, bocal de entrada da mangueira de soldadura e
bocal de contacto do porta--eléctrodos. Ver a tabela abaixo.
6. Introduzir o fio no mecanismo alimentador. Ter cuidado para que o fio esteja
correctamente posicionado no sulco do rolete alimentador e no bocal de saída.
Ao soldar com fio de 1,6 mm, remover primeiro o bocal de saída. Introduzir o fio
cerca de 10 cm na mangueira de soldadura.
PT

-- 1 0 3 --
bm28d12p
7. Colocar a mola do rolete de pressão na posição 1, ver a
figura à direita.
Ajustar a pressão do rolete alimentador do porta--eléctrodos
conforme a tabela.
Manter a mangueira de soldadura o mais r ecto possível.
8. Pôr a funcionar a fonte de corrente. Escolher uma potência de
1 A para o m otor de alimentação, se o diâmetro de fio estiver
entre 0,8 e 1 mm. Para fios mais grossos, escolher a potência
de motor indicada na tabela abaixo. (As seguintes potências
de motor estão disponíveis: 1,0 -- 1,25 -- 1,5 e 1,75 A).
A potência do motor é ajustada através da caixa de ajustes.
Começar no menu principal e escolher as seguintes funções:
FUNÇÕES SUPLEMENTARES, CONFIGURAÇÃO, AJUSTES BÁSICOS
MIG/MAG, MLC 30 C, POTÊNCIA DE MOTOR. Marcar e e scolher a potência
desejada.
9. Carregar plenamente no disparador do porta--eléctrodos, deixar o fio ser
alimentado através da mangueira de soldadura e para fora, através do bocal de
contacto.
Se o m otor não conseguir fazer avançar o fio, aumentar mais um escalão de
potência.
10. Ajustar a pressão de alimentação e a potência do motor correctas, conforme a
tabela abaixo.
11. Verificar se o cubo de travagem está devidamente ajustado, ver 5.1.1 na página
anterior.
ATENÇÃO!
A fim de impedir que a bobine de fio escorregue para fora
do cubo de travagem: Colocar o cubo de travagem na
posição de bloqueio com a ajuda do botão vermelho, que
segundo as instruções está localizado junto ao cubo de
travagem.
5.2.1 Afinações recomendadas
Esta tabela aplica--se aos porta--eléctrodos PKB com mangueiras de 5, 10 e 16
metros de comprimento.
Tipo de fio
∅ (mm)
Bocal de entrada PKB
Elemento Marcação Ordem
nº
Pressão do fio
MLCPKB
Potência
do motor
MLC (A)
AIMg ∅ 0,8--1,0 Plástico 0.8/0.3 0258 002 585 3 min 1,25
AIMg ∅1,2 Plástico 0.8/0.3 0258 002 585 4 médio 1,25--1,5
AISi ∅1,0 Plástico 0.8/0.3 0258 002 585 3 min 1,25
AISi ∅ 1,2 Plástico
0.8/0.3
0258 002 585 4 min 1,25
Fe ∅ 0,8 Aço 0.8/0.3 0258 005 581 5 médio 1,25--1,5
Fe ∅ 0,9--1,0 Aço 1.0/0.4 0258 002 582 5 médio 1,25--1,5
Fe ∅ 1,2 Aço 1.2/0.5 0258 002 583 4 médio 1,5
Fe ∅ 1,4--1,6 Aço 1.6/0.6 0258 002 584 5 médio 1,5
Ss ∅ 0,8 Aço 0.8/0.3 0258 002 581 5 médio 1,25--1,5
Ss ∅ 1,0 Aço 1.0/0.4 0258 002 582 5 médio 1,25--1,5
Ss ∅ 1,2 Aço 1.2/0.5 0258 002 583 5 médio 1,5
PT

-- 1 0 4 --
bm28d12p
5.3 Soldadura
Para os melhores resultados de soldadura, deve--se utilizar a posição de sinergia.
Também é possível utilizar afinações independentes (afinação manual). A descrição
abaixo aplica --se à posição de sinergia.
Ajustar o mecanismo de alimentação para o fio que se pretende utilizar, ver 5.2
acima.
A seguir, efectuar os seguintes ajustes:
1. Ajustar a paragem da velocidade do fio. Estaéavelocidade de alimentação do
fio quando a corrente de soldadura é desligada (e o motor de alimentação pára).
Se for escolhida uma velocidade demasiado baixa, o fio será queimado no bocal
de contacto. Se a velocidade for demasiado alta, obtém--se um avanço para fora
(stick out) extremamente longo e/ou paragens de soldadura involuntárias.
A velocidade de parada regula--se na caixa de ajustes. Começar no menu
principal e escolher as seguintes funções:
FUNÇÕES SUPLEMENTARES, CONFIGURAÇÃO, AJUSTES BÁSICOS DE
MIG/MAG, MLC 30C, VELOCIDADE DE PARADA DO FIO.
A velocidade de parada pode ser ajustada entre 0,8 e 10 metros por minuto.
Exempelo: Se a velocidade de alimentação do fio for de 13 m/min ou mais, a
velocidade de parada deverá ser de aproximadamente 10 m/min. Se a
alimentaçãoforde3a4m/min,avelocidade de parada deverá estar próxima de
1m/min.
2. Ajustar os dados de arranque. Quando se começa a soldar, a fonte de corrente
necessita de informação sobre a velocidade de alimentação do fio para poder
fornecer a tensão correcta. Aproximadamente 1,3 segundos após o arranque da
soldadura, a fonte de corrente toma os dados de velocidade actuais do
mecanismo de alimentação. Para se obter um bom arranque, é importante que
os dados de arranque não se afastem demasiado da velocidade real. Há quatro
modos de ajustar os dados de arranque:
a. Escolher MEDIR no menu p rincipal e alimentar o fio a frio pelo menos
por 2 segundos. A velocidade de alimentação do fio indicada por
último é armazenada como dado de arranque.
b. Escolher MEDIR no menu principal e ajustar a velocidade do fio com a caixa
de ajustes.
c. Escolher AJUSTAR no menu principal e ajustar a velocidade do fio com a
caixa de ajustes.
d. Os dados de arranque próprios do operador são retornados de uma posição
de memória em que foram armazenados anteriormente.
Caso os dados de arranque não sejam modificados, serão válidos para o
arranque de soldadura seguinte os utilizados por último.
3. Começar a soldadura.
a. Premir primeiro o disparador do porta--eléctrodos por um segundo,
aproximadamente, para que o ar comece a fluir. Isto activa a circulação de
gás e a fonte de corrente. Não premir por muito tempo para não fazer
avançar o fio.
b. Em seguida, premir com mais força para arrancar a alimentação do fio e
iniciar a soldadura.
PT

-- 1 0 5 --
bm28d12p
c. Após o arranque da soldadura, a fonte de corrente detecta a velocidade do
fio e regula a tensão proporcionalmente a essa.
d. Se se desejar a função de enchimento de crateras na parada de soldadura,
diminui --se a alimentação do fio sucessivamente antes da parada. Neste
caso, a velocidade de parada tem que ser ajustada um pouco abaixo do
indicado no ponto 1 acima.
e. Ao terminar a soldadura, a fonte de corrente arrancará novamente após 0,4
segundos e estará activada por aproximadamente dois segundos. Esta
função faz com que se possa arrancar rapidamente outra vez, por exemplo,
em soldadura por pontos.
4. Não modificar os ajustes nem as disposições de menu na caixa d e ajustes
durante uma soldadura ou alimentação do fio em curso. Isto poderá acarretar
uma interrupção da soldadura; a caixa de ajustes indicará então o código de
falha 23.
No manual de instruções do porta--eléctrodos há mais informações sobre como
regular a velocidade do fio com o porta--eléctrodos.
PT

-- 1 0 6 --
bm28d12p
6 MANUTENÇÃO
NOTA:
Todas as obrigações de garantia do fornecedor são inválidas se o cliente, durante o
período da garantia, por iniciativa própria fizer qualquer intervenção na máquina
para remediar avarias.
6.1 Limpeza
A m anutenção per iódica é importante para a fiabilidadeeofuncionamentoseguro.
6.1.1 Mecanismo de alimentação
Limpar e substituir as peças desgastadas a intervalos r egulares.
Observar que o ajuste de pressão excessivo sobre os roletes de pressão poderá
acarretar o desgaste anormal do rolete de pressão, do rolete alimentador e do guia
do fio.
6.1.2 Porta--eléctrodos
Limpar com sopro de ar a intervalos regulares e desobstruir o bocal de gás.
6.1.3 Desmontagem para limpeza:
1. Afrouxar o parafuso no bloco de conexões com uma chave Allen. Retirar a
mangueira de soldadura.
2. Afrouxar os dois parafusos de bloqueio que suportam os bocais de entrada e
saída na posição e remover os mesmos.
3. A montagem faz--se na ordem inversa.
7 ACESSÓRIOS
Kits d e co n exão : fonte d e co rrente -- mecanismo de alimentação
Encom. nº Designação
0456 528 880 Kit de conexão, 1,7 metros
0456 528 881 Kit de conexão, 8 metros
0456 528 882 Kit de conexão, 16 metros
0456 528 883 Kit de conexão, 25 metros
0456 528 884 Kit de conexão, 35 metros
Outros acessórios
Encontram--se na lista de peças de reposição.
8 ENCOMENDAS DE PEÇAS DE REPOSIÇÃO
No pedido deverá constar o tipo de máquina, número da máquina, bem como a de -
nominação e número da peça de reposição, conforme a lista de peças de reposição.
Esta pr ática facilita a expedição e assegura u m a entrega correcta.
PT
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12












Artigos relacionados
-
ESAB MLC 30 Manual do usuário
-
-
-
-
ESAB A6 Mastertrac Manual do usuário
-
-
-
-
-
ESAB PKB 250 Manual do usuário