
IT
Valid for serial no. 548--xxx--xxxx0459 937 001 IT 051201
ESAB YardFeed 200
Istruzioni per l’uso

-- 2 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 DIRETTIVA 3........................................................
2 SICUREZZA 3.......................................................
3 INTRODUZIONE 5...................................................
3.1 Apparecchiatura 5...........................................................
4 DATI TECNICI 5......................................................
5 INSTALLAZIONE 6...................................................
5.1 Istruzioni per il sollevamento 6................................................
6 FUNZIONAMENTO 6.................................................
6.1 Attacchi e dispositivi di controllo 7.............................................
6.2 Spiegazione delle funzioni 8..................................................
6.3 Pressione di avanzamento filo 10...............................................
6.4 Sostituzione e inserimento del filo 10............................................
6.5 Sostituzione dei rulli di trascinamento 10........................................
7 MANUTENZIONE 11...................................................
7.1 Controllo e pulizia 11.........................................................
8 ORDINAZIONE DEI PEZZI DI RICAMBIO 12.............................
SCHEMA 14.............................................................
NO.DICODICE 17.......................................................
PARTI DI USURA 18.....................................................
ACCESSORI 20..........................................................

-- 3 --
bm47d1ia
1 DIRETTIVA
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, SE--695 81 Laxå, Svezia, dichiara sotto la propria responsabilità che
l’alimentatore di elettrodo ESAB YardFeed 200 con numero di serie a partire da 548 è conforme alla
norma IEC/EN 60974--5 come previsto dalla direttiva (73/23/CEE) e successive integrazioni
(93/68/CEE) ed alla norma IEC/EN 60974--10 come previsto dalla direttiva (89/336/CEE) e successi-
ve integrazioni (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Denis Sharp
Technical Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
L
axå 2005--11--29
2 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. T utto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 4 --
bm47d1ia
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUAT I CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
ESAB è in grado di fornire tutte le protezion i e gli accessori necessari per la
saldatura.
ATTENZIONE!
Leggere attentamente le istruzioni prima dell’installazione e
dell’uso.
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
Non smaltire le apparecchiature elettriche insieme ai normali rifiuti!
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e relativa implementazione secondo la legislazione nazionale, le
apparecchiature elettriche che giungono a fine vita operativa devono essere raccolte
separatamente ed inviate ad apposita struttura di riciclaggio per uno smaltimento
compatibile con l’ambiente. In quanto proprietari dell’apparecchiatura, occorre informarsi
relativamente ai sistemi di raccolta approvati presso il nostro rappresentante locale.
Applicando questa direttiva europea si migliora l’ambiente e la salute umana!
IT

-- 5 --
bm47d1ia
3 INTRODUZIONE
Il gruppo trainafilo ESAB YardFeed 200 con pannello di controllo M13y è adatto per
eseguire la saldatura MIG/MAG mediante collegamento a generatori con
regolazione a gradinoeatiristore.
È disponibile in diverse varianti, vedere pagina 17.
Il gruppo trainafilo dispone di un meccanismo di avanzamento del filo a quattro rulli e
comandi elettronici.
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina
20.
3.1 Apparecchiatura
Il gruppo trainafilo viene fornito completo di:
S Manuale d i istruzioni
S Decalcomanie contenenti raccomandazioni riguardanti i componenti soggetti ad
usura
S Misuratore del flusso di gas
4 DATI TECNICI
ESAB YardFeed 200
Tensione di rete 42 V 50--60 Hz
Potenza richiesta 150 VA
Corrente motore I
max
3,5 A
Dati di regolazione
Velocità avanzamento filo
Tempo di bruciatura finale del filo
2/4 tempi
Immissione di gas
Avanzamento filo
1,9--25,0 m/min
0-- 0,5 s
2o4tempi
--
--
Attacco della pistola EURO
Diametro max. della bobina del filo 200 mm
Dimensioni del filo
Fe
Ss
Al
Filo animato
0,6–1,2mm
0,6–1,2mm
1,0–1,2mm
0,8–1,2mm
Peso 11,3 kg
Dimensioni (l x p x h) 593 x 210 x 302 mm
Gas di protezione
pressione max.
Tutti i tipi sono indicati per la saldatura MIG/MAG
5 bar
Tipo di raffreddamento
pressione max.
60% acqua / 40% etilenglicole
5 bar
Carico massimo consentito con
tempo caldo di saldatura 60%
365 A
Classe di protezione IP23
IT

-- 6 --
bm47d1ia
Fattore di intermittenza
Il fattore d’intermittenza è una percentuale calcolata su un intervallo di 10 minuti, durante il quale è
possibile saldare con un carico specifico.
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
5 INSTALLAZIONE
La connessione a rete deve essere eseguita d a personale adeguatamente ad-
destrato.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In ambienti domestici
questo prodotto può provocare interferenze radio. É responsabilità dell’utente adottare precauzioni
adeguate.
ATTENZIONE!
Quando la saldatura viene effettuata in un ambiente particolarmente pericoloso dal punto di vista
elettrico, utilizzare solo generatori adeguati a tale ambiente. Tali generatori possono essere
identificati mediante il simbolo .
5.1 Istruzioni per il sollevamento
6 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impian t o son o descritte a
pagina 3, leggerle attent amente prima dell’uso dell’impianto.
ATTENZIONE!
Assicurarsi che i pannelli laterali siano chiusi durante il funzionamento.
IT
-- 7 --
bm47d1ia
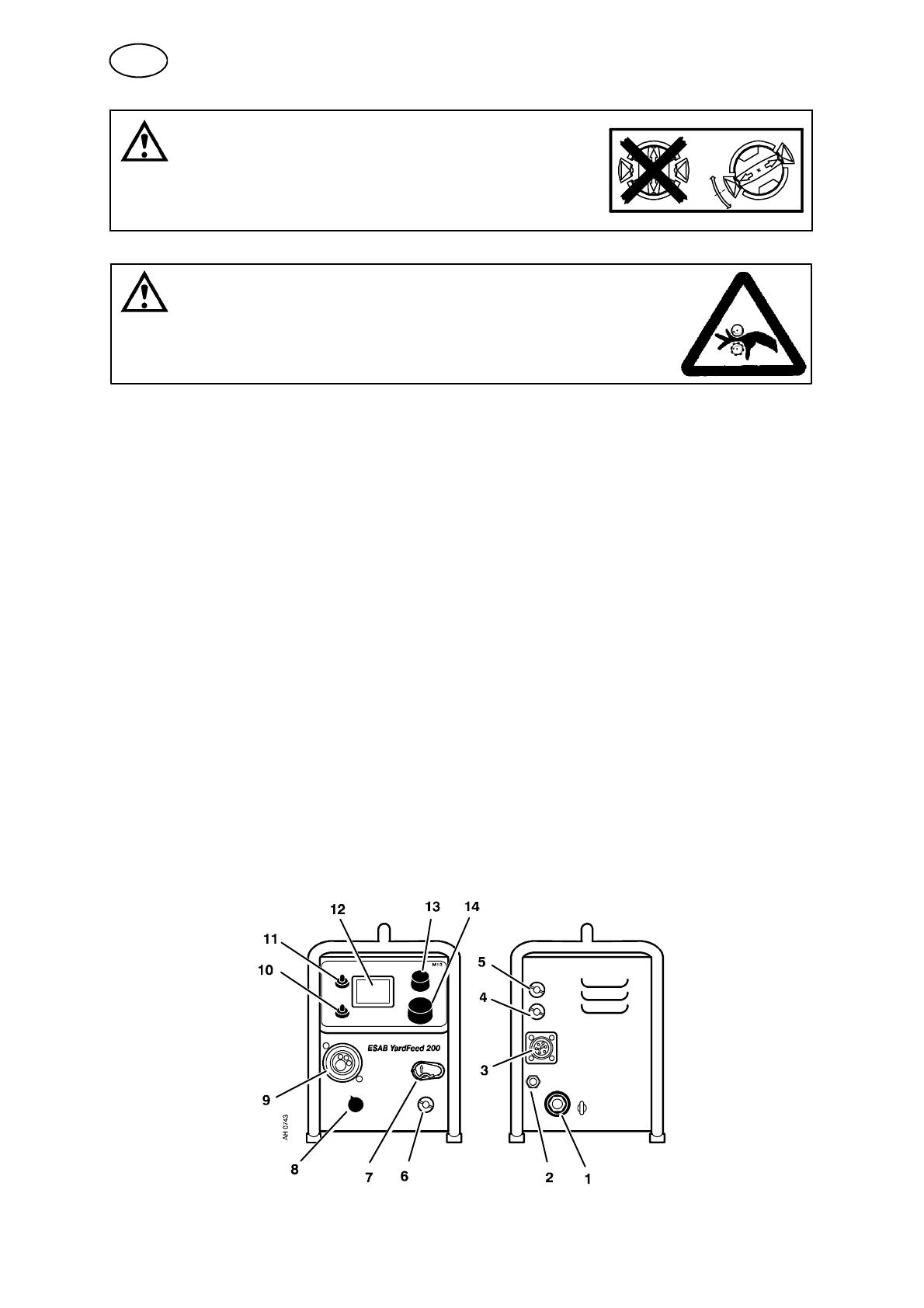
Per evitare che la bobina esca dal mozzo. Bloccare la bobina con il
volantino rosso, secondo il cartello (vedi figura a destra) posizionato
accanto al mozzo del freno.
ATTENZIONE!
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
6.1 Attacchi e dispositivi di controllo
1 Attacco per la corrente di saldatura prove-
niente dal generatore (OKC)
8 Safety contact switch
2 Attacco per gas di protezione 9 Attacco per pistola saldatrice
3 Attacco per il cavo di comando provenien-
te dal generatore
10 Interruttore a levetta per immissione gas /
avanzamento
filo
4 Attacco ROSSO, per il refrigerante diretto
al generatore (gruppo di raffreddamento)
11 Interruttore a levetta per selezionare 2
tempi / 4 tempi
5 Attacco BLU, per il refrigerante provenien-
te dal generatore (gruppo di raffreddamen-
to)
12 Display
6 Attacco ROSSO, per il refrigerante prove-
niente dalla pistola saldatrice
13 Manopola per la regolazione della
tensione**
7 Attacco BLU, con ELP* per il refrigerante
diretto alla pistola saldatrice
14 Manopola per la regolazione della velocità
di avanzamento del filo
Nota! Il display (digitale) e i collegamenti per il refrigerante sono disponibili solo in alcuni modelli.
* ELP = ESAB Logic Pump, vedere punto 6.2.
** Non è possibile effettuare la regolazione della tensione dal gruppo trainafilo se si utilizzano gene-
ratori con regolazione a gradino.
IT

-- 8 --
bm47d1ia
6.2 Spiegazione delle funzioni
Attacco acqua
Il gruppo trainafilo con attacco acqua è dotato d i un sistema di rilevamento ELP
(ESAB Logic Pump) che verifica l’effettivo collegamento dei tubi dell’acqua. Quando
si collega una pistola saldatrice raffreddata ad acqua, la pompa dell’acqua si attiva.
Il rilevamento funziona solo con generatori dotati di dispositivo ELP.
Pressacavo
Agganciare il pressacavo al gancio situato sulla parte posteriore del gruppo trainafilo
e sul cavo di collegamento.
Interruttore di sicurezza
0 Saldatura OFF
1 Saldatura ON
Calore ON (accessorio) e saldatura OFF
La zona in cu alloggia la bobina viene
riscaldata in modo che il filo non risulti umido
quando si effettua la saldatura.
Controllo del flusso di gas e tempo di bruciatura finale
A = controllo flusso di gas
B = misuratore flusso gas
C = regolazione tempo di bruciatura finale.
Il tempo di bruciatura finale del filo
rappresenta il ritardo fra il momento in cui il filo
di apporto inizia a rallentare e quello in cui il
generatore disattiva la tensione di saldatura.
Un tempo di bruciatura finale del filo troppo
breve causa un inceppamento del filo di
apporto, che rischia di incollarsi nel bagno di
fusione mentre si solidifica. Un tempo di
bruciatura finale troppo lungo riduce il tratto di filo sporgente, e aumenta il rischio
che l’arco colpisca la punta di contatto.
IT

-- 9 --
bm47d1ia
Immissione di gas
L’immissione di gas serve per misurare la portata del flusso di gas o per pulire i tubi
del gas dall’aria o dall’umidità prima di dare inizio alla saldatura. L’immissione di gas
avviene fintantoché si tiene premuto l’in ter r u ttor e a levetta ed è prodotta senza
attivazione della tensione o dell’avanzamento del filo.
Avanzamento filo
L’avanzamento del filo serve quando si desidera fare avanzare il filo senza attivare la
tensione di saldatura. Il filo avanza fintantoché si tiene premut o l’interruttore a
levetta.
2tempi
In modalità a 2tempiil flusso del gas inizia quando si pr eme il grilletto della pistola
saldatrice. Quindi ha inizio il processo di saldatura. Rilasciando il grilletto si
interrompe definitivamente la saldatura e si attiva il tempo di bruciatura finale (se
selezionato).
4tempi
In modalità a 4tempiil flusso del gas inizia quando si preme il grilletto della pistola
saldatrice e l’avanzamento del filo inizia quando lo si rilascia. Il processo di saldatura
continua fino a quando il grilletto viene premuto nuovamente, l’avanzamento del filo
e il tempo di bruciatura finale (se selezionato) cessano quando il grilletto viene
rilasciato.
Tensione
Una tensione maggior e aumenta la lunghezza dell’arco e lo r ende più caldo e più
ampio.
ATTENZIONE! Non è possibile effettuare la regolazione della tensione dal gruppo
trainafilo se si utilizzano generatori con regolazione a gradino.
Velocità di avanzamento del filo
Regola la velocità di avanzamento necessaria per il filo di apporto espressa in
m/min.
IT

-- 1 0 --
bm47d1ia
6.3 Pressione di avanzamento filo
Iniziare controllando che il filo sia ben teso nel guidafilo. Impostare quindi la
pressione sui rulli di pressione del dispositivo di alimentazione. E’ importante che
la pressione non sia troppo elevata.
Figura 1 Figura 2
Per controllare che la pressione di alimentazione sia impostata correttamente,
svolgere il filo contro un oggetto isolato, ad esempio u n pezzo di legno.
Tenendo la pistola a circa 5 mm dal pezzo di legno (figura 1), i rulli di
alimentazione slittano.
Tenendo la pistola a circa 50 mm dal pezzo di legno, il filo si piega (figura 2 ).
6.4 Sostituzione e inserimento del filo
S Aprire il pannello laterale.
S Scollegare il sensore di pressione piegandolo all’indietro in modo da far scorrere
i r ulli di pressione verso l’alto.
S Estrarre da 10 a 20 cm del nuovo filo, quindi inserirlo nel gruppo trainafilo dopo
avere eliminato dalla sua estremità con una lima le eventuali sbavature e gli
spigoli vivi.
S Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento e nell’ugello di uscita o nella guida del filo.
S Fissare il sensore di pressione.
S Chiudere il pannello laterale.
6.5 Sostituzione dei rulli di trascinamento
S Aprire il pannello laterale.
S Scollegare il sensore di pressione (1) piegandolo
all’indietro in modo da far scorrere i rulli di
pressione verso l’alto.
S Scollegare i rulli di pressione (2) ruotando l’assale
(3) per 1/4 di giro in senso orario ed estraendo
l’assale. I r ulli di pressione si scollegano.
S Scollegare i rulli di trascinamento (4) svitando i dadi
(5) e d estraendo i rulli.
Per l’installazione, eseguire nell’ordine inverso i passi descritti
sopra.
IT

-- 1 1 --
bm47d1ia
Scelta d ella scanalatura dei rulli di avanzamento
Ruotare il rullo di trascinamento in modo che la tacca delle dimensioni relative alla
scanalatura prescelta sia rivolta verso l’operatore.
7 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
7.1 Controllo e pulizia
Gruppo trainafilo
Controllare con regolarità che il gruppo trainafilo non sia ostruito da residui di
sporcizia.
S Per un funzionamento senza problemi del gruppo trainafilo, eseguire a intervalli
regolari la pulizia e la sostituzione dei componenti usurati del meccanismo di
avanzamento. Si noti che se si imposta un valore eccessivo di pre--tensiona-
mento si può dare origine a un’usura eccessiva dei rulli di pressione, dei rulli di
trascinamento e della guida del filo.
Mozzo del freno
Il mozzo è regolato alla consegna. Per eventuali regolazioni
successive, a ttenersi alle istruzioni fornite di seguito.
Regolare il mozzo del freno in modo che il filo risulti
leggermente allentato quando il trascinamento si
arresta.
S Regolazione della coppia frenante:
S Portare la manopola rossa nella
posizione bloccata.
S Inserire una chiave a brugola nelle viti del mozzo.
Ruotando le viti in senso orario la coppia frenante aumenta.
Ruotandole in senso antiorario la coppia frenante si riduce. ATTENZIONE!
Ruotare le viti tutte in misura uguale.
Pistola saldatrice
S Per un funzionamento senza problemi della pistola saldatrice, eseguire a
intervalli regolari la pulizia e la sostituzione dei componenti usurati del
meccanismo di avanzamento. Pulire con regolarità la guida del filo con aria
compressa e pulire la punta di contatto.
IT

-- 1 2 --
bm47d1ia
8 ORDINAZIONE DEI PEZZI DI RICAMBIO
ESAB YardFeed 200 sono disignate e collaudate secondo le norme internazionali ed
europee IEC/ EN 60974--5 ed EN 60974--10. Dopo l’effettuata assistenza oppure ripara-
zione è di responsabilità dell’agenzia di servizio di accertarsi che il prodotto non si
differenzi dalle summenzionate vigenti norme.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino r ivenditore ESAB; vedere l’ulti-
ma pagina di questo documento.
IT

-- 1 3 --
p

Edition 051201
Schema
Black
G
1
2
1317
1316
13G1
13XS6
J01
F04F03
E01
E02
1313
1312
13XS5
CURRENT RELAY
13XS9
F01
F02
1309
1310
13XS6
WELDING GU N
42VAC
F
A
B
13RP2
3
2
1
VOLTAGE
1367
1368
1369
1335
1333
1334
POWER SOURCE
+15VB
REF
0VB
13C4
J
L
K
13XP1
R
S
1320
1321
13XP2
H
1366
1366
U
D
E
V
T
U
D
E
V
T
1361
1362
1363
1364
1365
1
H
J
F
A
B
K
L
X
Y
A
rc Voltage
12V Display
0V
Load Display
Clock Display
Data Display
-- 1 4 --
bm47e
ESAB YardFeed 200

Edition 051201
13AP01 Control board
M
+
--
Red
Black
13M1
1317
13XS8
J01
J02
F
04
B06 B07
2
1
1326
1325
13XS11
2/4STROKE
13S3
1354
1355
1357
1356
K01
K02
K04
K03
GAS PURGE
INCHING
13XS2
13S4
BURNBACK TIME
G04
G05
1315
1314
13XS7
13YV1
1383
1382
G02G01
G03
1373
1372
HEATING KIT
13R1
13XS4
13S2
3
A
1
1327
1328
C
2
9
7
8
13S1
WATER CONNECTION
MONITORING
2
2
1
1
3
2
1
A02
A
01
A03
13RP1
WIRE FEED
13XS1
1
2
3
1353
1352
1351
1
2
3
B04
B03
B05
13RP3
13XS11
3
4
5
1350
1349
1348
1
2
3
13AP02
Digital instrument
01
02
03
04
05
13XS12
13C5
-- 1 5 --
bm47e

-- 1 6 --
p

ESAB YardFeed 200
Edition 051201
No.dicodice
-- 1 7 --
bm47o
Ordering no. Denomination Type
0459 906 881 Wire feed unit ESAB YardFeed 200
0459 906 882 Wire feed unit ESAB YardFeed 200 with digital instrument
0459 906 891 Wire feed unit ESAB YardFeed 200 with water cooling
0459 906 892 Wire feed unit ESAB YardFeed 200 with water cooling and digital instrument
0459 839 005 Spare parts list ESAB YardFeed 200
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.

ESAB YardFeed 200
Edition 051201
Partidiusura
-- 1 8 --
bm46w
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.2 mm
Ø 2.0 mm plastic for 0.8--1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 0.9/1.0 mm V
0459 052 003 Feed/pressure rollers (S) Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V
0.6 S2 &0.8S2
0.8 S2 & 1.0 S2
0.9/1.0 S2 &1.2S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 &1.2A2
0458 824 003 Feed/pressure rollers Al Ø1.2mm U 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

ESAB YardFeed 200
Edition 051201
-- 1 9 --
bm46w

ESAB YardFeed 200
Edition 051201
Accessori
-- 2 0 --
bm47a
Digital Volt / Ampere meter ............... 0455 173 882
Gas flow meter ......................... 0368 952 001
Heating kit ............................. 0459 941 880
Control panel protection ................. 0459 961 880
Strain relief for welding gun ............. 0457 341 880
Water kit ................................ 0459 600 880
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB ESAB YardFeed 200 Manual do usuário
- Tipo
- Manual do usuário
- Este manual também é adequado para
em outros idiomas
- italiano: ESAB ESAB YardFeed 200 Manuale utente
Artigos relacionados
-
ESAB YardFeed 2000 Manual do usuário
-
-
ESAB YardFeed 200 Manual do usuário
-
-
ESAB Feed 30L-4i Manual do usuário
-
ESAB Aristo Mig C3000i Manual do usuário
-
ESAB Feed 304 M12, Feed 484 M12 Manual do usuário
-
ESAB AristoMig C300 Manual do usuário
-
-
ESAB MEK 20C Manual do usuário