
Valid for program version 3.02V
0456 685 180 010815
PUA 1
Manual de programação

PORTUGUÊS
-- 2 --
TOCp
1 INTRODUÇÃO 4.....................................................
1.1 Menu principal 4............................................................
1.2 Modo de trabalhar com a caixa de ajustes 4....................................
1.3 Linguagem 5...............................................................
1.4 Janela de caracteres 7.......................................................
1.5 Teclas 8....................................................................
1.6 Generalidades sobre ajustes 8................................................
1.7 ENTRA e VOLTA 9..........................................................
2 Soldadura MIG/MAG 10...............................................
2.1 O conceito de fio 10..........................................................
2.2 Sinergia 10..................................................................
2.3 Ajustes básicos 10...........................................................
2.4 Ajustes de dados de soldadura 13..............................................
2.5 Ajustes de arranque e paragem 13.............................................
2.6 Fluxodegás,alimentaçãodefioafrioe2tempos/4tempos 14....................
2 tempos 15.......................................................................
4 tempos 15.......................................................................
2.7 Configuração MIG/MAG 16....................................................
2.8 Exemplo de ajuste MIG/MAG 16...............................................
3 Soldadura MMA 25...................................................
3.1 Sinergia 25..................................................................
3.2 Ajustes básicos 25...........................................................
3.3 Dados de soldadura 26.......................................................
3.4 MMA--konfiguracoes 27.......................................................
3.5 Exemplo de ajuste MMA 27....................................................
4 Soldadura TIG 29.....................................................
4.1 Ajustes básicos 29...........................................................
4.2 Ajustes de dados de soldadura 30..............................................
4.3 TIG--konfiguracoes 32........................................................
4.4 Exemplo de ajuste TIG 32.....................................................
5 CORTE A ARCO DE CARVÃO 37.......................................
5.1 Sinergia 37..................................................................
5.2 Ajustes básicos 37...........................................................
5.3 Dados de soldadura 37.......................................................
5.4 Exemplo de ajuste para corte a arco de carvão 38................................
6 VISUALIZAÇÃO DE VALORES MEDIDOS 40............................
6.1 Descrição da visualização de valores medidos 40................................
6.2 Modificar valores ajustados 41.................................................
7 OPERAÇÃO COM A MEMÓRIA 42......................................
7.1 Armazenar 42...............................................................
7.2 Apagar 44...................................................................
7.3 Rechamar 45................................................................
7.4 Copiar 45...................................................................
7.5 Controlo remoto 47...........................................................
8 AJUSTE RÁPIDO 48..................................................
8.1 Descrição do ajuste rápido 48..................................................
8.2 Configuração das teclas de ajuste rápido 48.....................................

PORTUGUÊS
-- 3 --
TOCp
9 FUNÇÕES AUXILIARES 49............................................
9.1 Funções do cartão de memória 49.............................................
9.2 Configuração 51.............................................................
9.3 Funções de qualidade 65......................................................
9.4 Estatística de produção 66....................................................
9.5 Log de erro 67...............................................................
9.6 Linhas de sinergia de definição própria para MIG/MAG 71.........................
9.7 Comunicação serial 74........................................................
9.8 Actualização do programa 75..................................................
10 APÊNDICE 78........................................................
10.1 Áreas de ajuste e escalões de ajuste 78.........................................
10.2 Estrutura dos menus 80.......................................................

-- 4 --
bu14d01p
1 INTRODUÇÃO
ARISTO 2000 é um dos equipamentos de soldadura mais versáteis do mercado.
Para que se possa obter o máximo de proveito possível do equipamento,
recomendamos que leia este manual de instruções.
Lendo--o, perceberá que muitas das funções aqui encontradas, tornarão o seu
trabalho mais eficiente e mais simples.
Todos os ajustes são efectuados por meio da caixa de ajustes PUA 1.
Dentro de pouco tempo, perceberá que é muito fácil a sua utilização. Para poder
localizar rapidamente as secções de especial interesse no manual de instruções, ver
o seguinte:
Secção 1: Introdução e fundamentos
Secções 2--5: MIG/MAG, MMA, TIG e corte a arco de carvão, ajustes
directamente relacionados com estes parâmetros de soldadura.
Secções 6--8: Quadro de medição, manuseio da memória e ajustes rápidos.
Secções 9--10: Funções adicionais e apêndice.
Ver também a estrutura de menus, na última página desta publicação.
1.1 Menu principal
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
1.2 Modo de trabalhar com a caixa de ajustes
Pode--se dizer que a caixa de ajustes constitui--se em duas unidades: a memória
de trabalho eamemória de dados de soldadura.
MEMÓRIA DE
DADOS DE
SOLDADURA
MEMÓRIA DE
TRABALHO
TRAZER
ARMAZENAR
Na memória de trabalho cria--se um conjunto completo de ajustes de dados de
soldadura que são depois armazenados na memória de dados de soldadura.
Ao soldar, é sempre o conteúdo da memória de trabalho que comanda o processo.
Por essa razão, é também possível trazer um conjunto de dados de soldadura da
memória de dados de soldadura para a memória de trabalho.
Observe que a memória de trabalho contém sempre o último conjunto de dados de
soldadura solicitado. Em outras palavaras, a memória de trabalho nunca está vazia
ou “zerada“.
PT

-- 5 --
bu14d01p
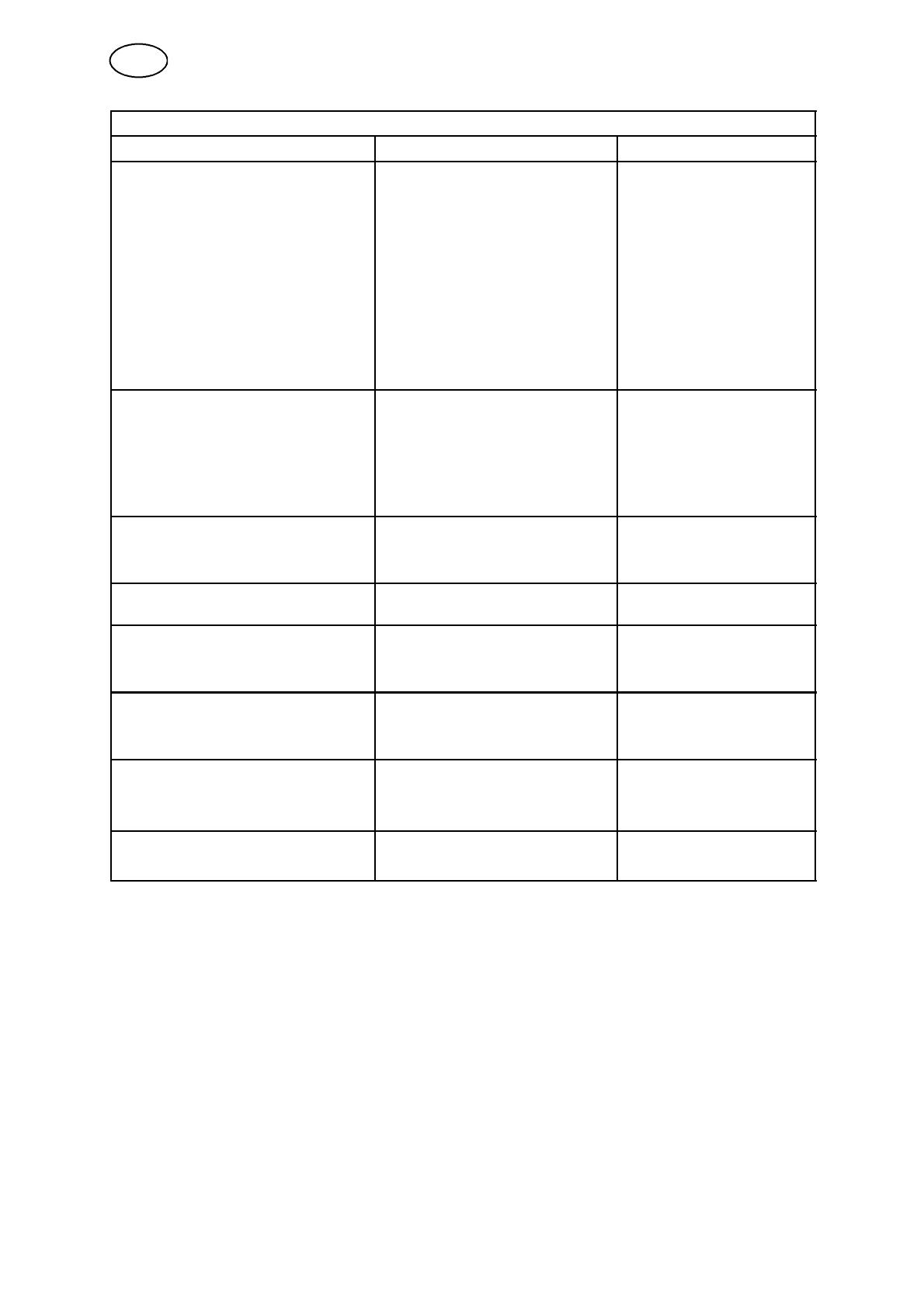
1.3 Linguagem
O texto apresentado na caixa de ajustes encontra--se nas seis seguintes línguas.
Caixadeajustes
456 290--881
Caixadeajustes
456 290--882
Caixadeajustes
456 290--883
Inglês Inglês Inglês
Alemão Sueco Holandês
Francês Finlandês Espanhol
Italiano Dinamarquês Português
Caixadeajustes
456 290--884
Caixadeajustes
456 290--885
Inglês US Inglês
Húngaro Espanhol
Polaco Francês
Checo Português
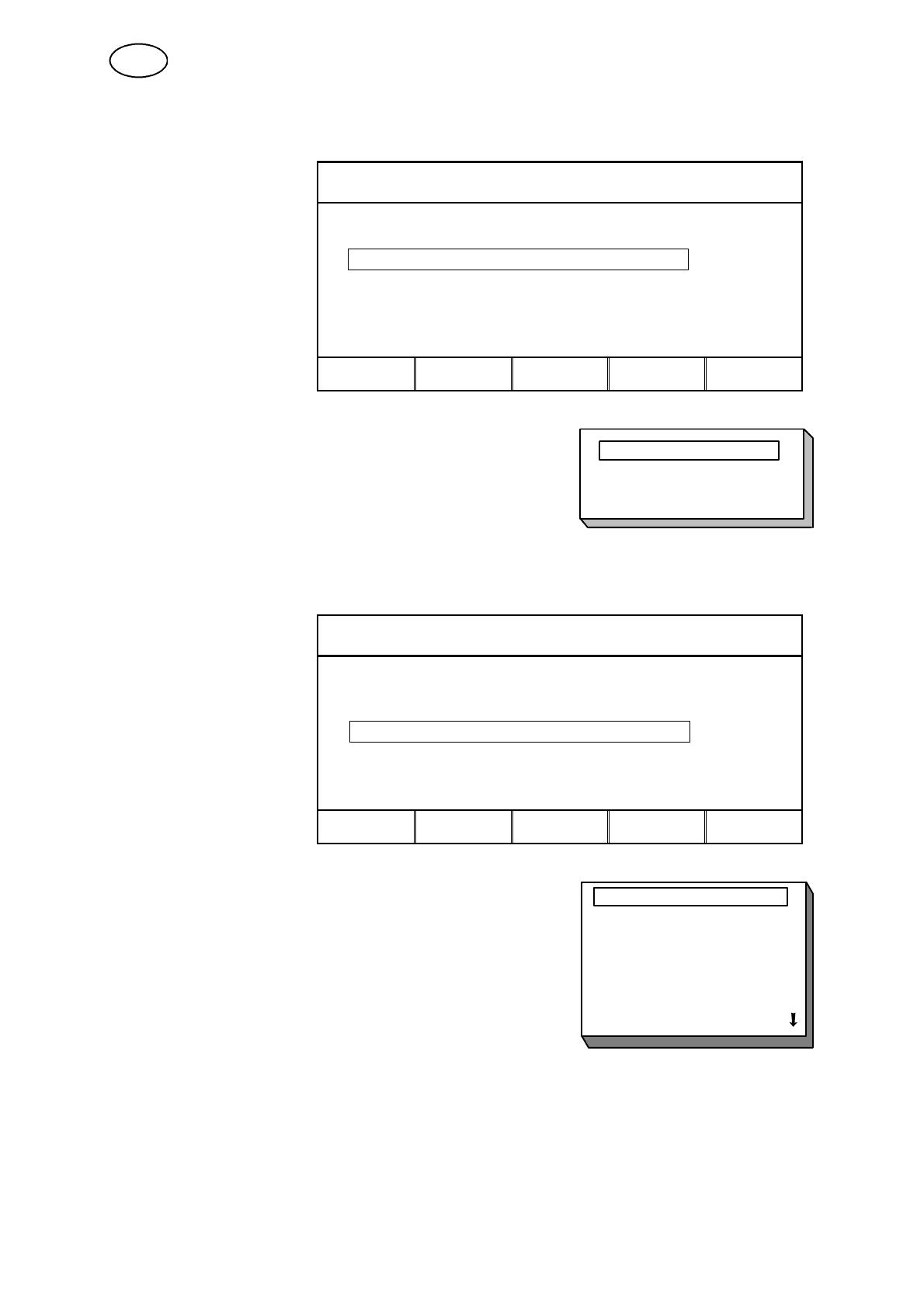
Para escolher a língua e unidade de medida (Metric,Inch):
Começaremos por entrar no menu principal, premindo a tecla MENU.
ESAB LUD 450
Posicionar o
marcador, com a
ajuda dos botões
de setas, na linha
de FUNÇÕES
ADICIONAIS e
carregar em
ENTRA.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GASDE PROTECCAO: Ar+8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
"
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
FUNCOES AUXILIARES
Posicione o marcador
na linha de
CONFIGURACOES e
prima ENTRA.
OPERACOES COM O CARTAO DE MEMORIA
CONFIGURACOES
FUNCOES DE QUALIDADE
ESTATISTICAS DE PRODUCAO
LISTA DE ERROS OCORRIDOS
LINHAS SINERGICAS PROPRIAS
COMUNICACAO SERIAL
ATUALIZACAO DO PROG. DA MAQUINA
VOLTA ENTRA
PT

ENGLISH
NEDERLANDS
ESPANOL
PORTUGUES
METRIC
INCH
-- 6 --
bu14d01p
FUNCOES AUXILIARES -- CONFIGURACOES
Prima ENTRA para
obter uma lista de
alternativas.
IDIOMA: SVENSKA
BLOQUEIO DE ACESSO:
CONTROLES REMOTOS
PARAMETROS EM MIG/MAG
PARAMETROS EM SER
PARAMETROS EM TIG
PARAMETROS GERAIS
VARIOS ALIMENT. DE FIO
UNIDADE DE MEDIDA INCH
VOLTA ENTRA
Posicione o marcador na linha de LINGUA na
lista e carregue em ENTRA.
FUNCOES AUXILIARES -- CONFIGURACOES
Prima ENTRA para
obter uma lista de
alternativas.
IDIOMA: SVENSKA
BLOQUEIO DE ACESSO:
CONTROLES REMOTOS
PARAMETROS EM MIG/MAG
PARAMETROS EM SER
PARAMETROS EM TIG
PARAMETROS GERAIS
VARIOS ALIMENT. DE FIO
UNIDADE DE MEDIDA INCH
VOLTA ENTRA
Posicione o marcador na linha de MEDIDA na
lista e carregue em ENTRA. Assim teremos
ajustado UNIDADE DE MEDIDA = METRIC
PT

-- 7 --
bu14d01p
1.4 Janela de caracteres
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Marcador
O marcador é mostrado neste manual de instruções como um quadro em torno do
texto marcado. O marcador da caixa de ajustes é apresentado como um campo
escurecidoeotextomarcadotorna--sebranco.
Quadros de texto
Bem abaixo na janela de caracteres há cinco quadros com textos que esclarecem a
função actual dos cinco botões alinhados imediatamente abaixo.
Posição económica
Para aumentar a vida útil da iluminação de fundo, esta apaga--se após três minutos
de inactivadade.
PT

-- 8 --
bu14d01p
1.5 Teclas
Com as teclas de setas pode--se mover o marcador para diferentes
linhas na janela de caracteres.
Com a tecla menu retorna--se sempre ao menu principal.
As teclas mais/menos utilizam--se para aumentar (+) ou diminuir (--) um
valor ajustado.
As duas teclas de mais/menos são marcadas cada uma com o seu símbolo
respectivo. A maioria dos ajustes numéricos podem--se efectuar escolhendo
livremente a tecla mais/menos mas alguns ajustes têm que ser feitos com a tecla
ou com a tecla (os símbolos são visíveis na janela de caracteres).
Um toque rápido na tecla aumenta/diminui em pequenas etapas. Mantendo--se a
tecla premida por longo tempo, aumentam os escalões de ajuste.
Teclas soft
Os cinco botões alinhados sob a janela de
caracteres possuem funções variadas. São
chamados de botões “flexíveis“, ou seja,
podem ter funções diferentes, dependendo
do menu em que você se encontrar. A
função válida para estes botões é indicada
pelo texto na linha inferior da janela de
caracteres (quando a função está activada, isto é
indicado com um ponto branco ao lado do texto).
D
KRAT
FYLLN
1.6 Generalidades sobre ajustes
Os principais tipos de ajustes são três:
S Ajuste dos valores numéricos
S Ajuste com alternativas dadas
S Ajuste das posições LIGA/DESLIGA ou SIM/NÃO
1.6.1 Ajuste de valores nu méricos
Ao ajustar--se um valor numérico, usa--se uma das teclas mais/menos para
aumentar/diminuir um valor dado.
PT

-- 9 --
bu14d01p
1.6.2 Ajuste com alternativas dadas
Alguns ajustes são feitos por meio de marcação da alternativa numa lista que pode
ter este aspecto:
Aqui o marcador está posicionado na linha para MIG/MAG. Premindo a tecla
ENTRA nesta posição, escolhe--se, portanto, a altenativa MIG/MAG.
Caso se deseje escolher outra alternativa, posiciona--se o marcador na linha
correcta, subindo ou descendo com as teclas de setas . Em seguida carrega--se
na tecla ENTRA.
Para sair da lista sem efectuar nenhuma escolha, carrega--se na tecla VOLTA.
Em certos ajustes, as alternativas são tantas que não são mostradas
simultaneamente na lista. Uma seta no canto superior direito da lista indica que há
acesso a mais alternativas usando as teclas seta acima e seta abaixo.
1.6.3 Ajustes LIGA/DESLIGA ou SIM/NÃO
Para algumas funções, pode--se ajustar os valores com LIGA ou DESLIGA e SIM ou
NÃO, respectivamente. A função de sinergia em soldaduras MIG/MAG e MMA é um
desses exemplos. Os ajustes LIGA/DESLIGA ou SIM/NÃO podem--se efectuar de
dois modos:
Em parte pode--se escolher LIGA ou DESLIGA, SIM ou NÃO, respectivamente,
numa lista de alternativas conforme o acima descrito.
Também se pode utilizar ambas as teclas mais/menos para indicar LIGA/DESLIGA
ou SIM/NÃO.
S +(mais) = LIGA ou SIM
S -- (menos) = DESLIGA ou NÃO
1.7 ENTRA e VOLTA
Ambas as teclas “soft“ em baixo à direita estão reservadas para ENTRA e VOLTA.
S Carregar em ENTRA significa executar uma escolha marcada num menu ou
numa lista.
S Carregar em VOLTA significa retroceder ao menu ou visualização anterior.
PT
MIG/MAG
SER
TIG
ARCAIR

-- 1 0 --
bu14d01p
2 Soldadura MIG/MAG
2.1 O conceito de fio
Em soldadura MIG/MAG utiliza--se um eléctrodo embalado num rolo (bobina). No
presente manual, este tipo de eléctrodo é sempre denominado fio.
2.2 Sinergia
Cada combinação de tipo de fio, diâmetro e mistura de gás implica numa relação
exclusiva entre a velocidade de avanço do fioeatensão(comprimentodoarco
eléctrico), para se obter um arco eléctrico de funcionamento estável. ARISTO 2000
possui diversas combinações pré--programadas que se chamam “linhas de
sinergia“.
Quando se escolhe uma linha de sinergia pré--programada que coincide com o tipo
de fio, diâmetro e mistura de gás, só é necessário ajustar a velocidade de avanço
do fio adequada ao objecto que pretende soldar. A tensão (comprimento do arco
eléctrico) “acompanha“ automaticamente, conforme a linha de sinergia
pré--programada escolhida por si.
Em soldadura MIG/MAG há possibilidade de utilizar a função de sinergia da fonte de
corrente de soldadura. Isto significa que o utilizador ajusta os valores para:
S método
S tipo de fio
S gás protector
S dimensão do fio
A partir desta escolha básica e do valor ajustado para a velo cid ade de avanço do
fio, um microprocessador ajusta a seguir os valores apropriados para os diversos
parâmetros técnicos de soldadura. Quais são estes parâmetros, está relacionado
com o método escolhido: arco cu rto/arco pulverizado ou pulsação. Ver também a
secção “Ajustes de dados de soldadura“ no ponto 2.4.
Pode--se soldar com outra combinação de fio e gás protector, diferente das que
estão disponíveis na caixa de ajustes. Entretanto, isto pode significar que o próprio
utilizador terá que fazer os ajustes de um ou mais parâmetros.
2.3 Ajustes básicos
A escolha básica é feita no menu principal da caixa de ajustes.
1. Processo de sold ad ura MIG/MAG
2. Métodos de soldadura
Nas soldaduras MIG/MAG pode--se escolher entre dois diferentes métodos de
soldadura.
S Arco curto/pulverizado
S Pulso
3. Tipo de fio, gás protector, dimensão do fio
As tabelas a seguir mostram as combinações de tipo de fio, gás protector e
dimensão de fio que se podem realizar em conformidade com a função de
sinergia da fonte de corrente de soldadura.
PT

-- 1 1 --
bu14d01p
ARCO CURTO/PULVERIZADO
Tipo de fio Gás protector Dimensão do fio (mm)
Fiodebaixaligaousemliga(Fe) CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 23% CO
2
0,8 1,0 1,2 1,6
Ar + 25% CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 20% CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 15% CO
2
+5%O
2
0,8 0,9 1,0 1,2 1,6
Ar +16% CO
2
0,8 1,0 1,2 1,6
Ar + 5%O
2
+5%CO
2
0,8 1,0 1,2 1,6
Ar + 8% CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 2% CO
2
0,8 1,0 1,2 1,6
Ar + 2% O
2
0,8 0,9 1,0 1,2 1,6
Fio sólido inoxidável (Ss) Ar + 2%O
2
0,8 1,0 1,2 (1,6*)
Ar + 2% CO
2
0,8 0,9 1,0 1,2 (1,6*)
Ar + 3%CO
2
+1%H
2
0,8 0,9 1,0 1,2 1,6
Ar + 30%He + 1%O
2
0,8 1,0 1,2 (1,6*)
Ar + 32%He + 3%CO
2
+1%H
2
0,8 0,9 1,0 1,2 (1,6*)
Fio duplex inoxidável (Ss Duplex) Ar + 2% O
2
1,0
Ar +30% He +1%O
2
1,0
Fio de alumínio com liga de magné-
sio (AlMg)
Ar 0,9 1,0 1,2 1,6
Fiodealumíniocomligadesilício
(AlSi)
Ar 0,9 1,0 1,2 1,6
Ar + 50% He 0,9 1,0 1,2 1,6
Fio tubular cheio de pó metálico
(Fe)
Ar + 20% CO
2
1,0 1,2 1,4 1,6
Ar+ 8% CO
2
1,0 1,2 1,4 1,6
Fio tubular cheio de fundente rutilo
(Fe)
CO
2
1,2 1,4 1,6
Ar + 20% CO
2
1,2 1,4 1,6
Fio tubular cheio de fundente básico
(Fe)
CO
2
1,0 1,2 1,4 1,6
Ar + 20% CO
2
1,0 1,2 1,4 1,6
Fio tubular cheio de fundente inox-
idável (Ss)
Ar + 20% CO
2
1,2
Ar + 8% CO
2
1,2
AUTOPROTECTOR 1,6 2,4
Fio tubular cheio de fundente rutilo
duplex ss
Ar + 20% CO
2
1,2
Fio tubular cheio de pó metálico in-
oxidável
Ar + 2% O
2
Ar +2% CO
2
Ar +8% CO
2
Ar + 20% CO
2
1,2
1,2
1,2
1,2
Base níquel Ar + 50% He 0,9
*) LUD 450
PT
-- 1 2 --
bu14d01p
PULSO
Tipo de fio Gás protector Dimensão do fio (mm)
Fiodebaixaligaousemliga(Fe) Ar + CO
2
0,8 1,0 1,2 1,6
Ar + 25% CO
2
0,9
Ar + 20% CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 23% CO
2
0,8 1,0 1,2 1,6
Ar +16% CO
2
0,8 1,0 1,2 1,6
Ar + 5%O
2
+5%CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 8% CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 2% CO
2
0,8 1,0 1,2 1,6
Ar + 2% O
2
0,8 0,9 1,0 1,2 1,6
Fio inoxidável dublex (Ss) Ar + 2%O
2
0,8 1,0 1,2 1,6
Ar + 2% CO
2
0,8 0,9 1,0 1,2 1,6
Ar + 30%He + 1%O
2
0,8 1,0 1,2 1,6
Ar +3% CO
2
+1%H
2
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO
2
+1%H
2
0,8 1,0 1,2 1,6
Fio duplex inoxidável
(Ss Duplex)
Ar + 30%He +1%O
2
1,0
Ar + 2% O
2
1,0
Fio de alumínio com liga de magné-
sio (AlMg)
Ar 0,8 0,9 1,0 1,2 1,6
Fiodealumíniocomligadesilício
(AlSi)
Ar 0,9 1,0 1,2 1,6
Ar + 50% He 0,9 1,0 1,2 1,6
Fio tubular cheio de pó metálico
(Fe)
Ar + 20% CO
2
1,0 1,2 1,4 1,6
Ar + 8% CO
2
1,0 1,2 1,4 1,6
Fio tubular cheio de pó metálico in-
oxidável (Ss)
Ar + 2% O
2
Ar +2% CO
2
Ar +8% CO
2
1,2
1,2
1,2
Fio com liga de níquel Ar 0,9 1,0 1,2
(Base níquel) Ar + 50% He 0,9 1,0 1,2
*) LUD 450
PT

-- 1 3 --
bu14d01p
2.4 Ajustes de dados de soldadura
Abaixo vê--se um quadro geral dos parâmetros de soldadura que influem no
processo de soldadura para ambos os métodos MIG/MAG.
Com a fonte de corrente na posição de sinergia, só é necessário ajustar a
velocidade de avanço do fio.
O parâmetro tensão também se encontra disponível para eventuais ajustes.
Quando se ajusta a velocidade de avanço do fio, a função de sinergia faz com que
certos parâmetros sejam automaticamente ajustados aos novos valores. Os
parâmetros em itálico chamam--se constantes e não são influenciados por uma
modificação na velocidade de avanço do fio.
Método de ARCO CURTO/PULVERIZADO Método de PULSO
S Velocidade de avanço do fio S Velocidade de avanço do fio
S Tensão S Tensão
S Indutância S Corrente de pulso
S Tipo de regulador S Tempodepulso
S Frequência de pulso
S Corrente de fundo
S Ka
S Ki
A tabela com as áreas de ajuste dos parâmetros encontra--se no “APÊNDICE“, sob
o ponto 10.
2.5 Ajustes de arranque e paragem
Os seguintes ajustes influem na sequência de arranque e paragem das soldaduras
MIG/MAG.
Sob o título respectivo, encontram--se todos os ajustes que influem na sequência de
arranque e término da soldadura.
Ajustes de arranque Ajustes de paragem
S Pré--fluxo de gás S Pós--fluxo de gás
S Arranque lento
S Arranque a quente
S Tempo arranque a quente
S Aumento da velocidade de
avanço do fio (2 m/min se
não houver outra
indicação)
S Aumento da tensão
(somente não se estando
na pos. de sinergia)
S Tempo pós--queima
S Pulso de desprendimento (somente
ARCO CURTO/PULVERIZADO não se
estando na pos. de sinergia)
S Enchimentodecrateras
S Tempo de enchimento de crateras
S Velocidade final de avanço do fio
S Tensão final (somente não se estando
na pos. de sinergia)
Há três diferentes funções que se adequam conforme requisitos especiais em
arranque e paragem de soldaduras. A escolha dessas funções e ajustes
complementares são feitos no menu de dados de arranque e no menu de dados de
paragem, respectivamente.
PT

-- 1 4 --
bu14d01p
Arranque a quente
A função de arranque a quente escolhe--se quando se deseja um arco eléctrico
mais quente durante o processo de partida, a fim de evitar erros no ínicio da junta
de soldadura.
Enchimento de crateras
A função de enchimento de crateras permite evitar a formação de poros e crateras
no material ao encerrar--se a soldadadura.
Arranque lento
A função de arranque incial proporciona uma baixa velocidade de impacto e sua
escolha é apropriada para obter o melhor arranque possível. A velocidade do
arranque inicial é de 50% da velocidade de alimentação do fio ajustada. A função já
vem activada de fábrica.
SUGESTÃO! As operações liga/desliga das funções quente--frio, arranque lento e
enchimento de crateras podem--se fazer com as teclas “soft“, ver a secção
“Configuração de MIG/MAG“, sob o ponto 9.2.4.2.
Nos menus de arranque e paragem de dados também se ajustam os valores para
os seguintes parâmetros.
Pré--fluxo e pós--fluxo de gás
Os parâmetros de pré e pós--fluxo de gás indicam por quanto tempo se deseja que
o gás protector flua antes e depois da soldadura.
Tempo de pós--queima
Com o tempo de pós--queima ajusta--se a ponta do eléctrodo após encerrada a
soldadura.
2.6 Fluxo de gás, alimentação de fio a frio e 2 tempos/4 tempos
As três funções a seguir podem, do mesmo modo que Arranque a quente (Hot
start), etc., ser instaladas nas teclas “soft“. Uma descrição de como isto é feito
encontra--se em “Configuração de MIG/MAG“ sob o ponto 9.2.4.2.
Fluxo de gás
A função de fluxo de gás é utilizada para encher as mangueiras de gás protector ou
para medição do caudal de gás. Com o botão premido activa--se o fluxo de gás,
sem premir o botão não há fluxo de gás.
Alimentação d e fio a frio
Esta função é usada quando se deseja avançar o fio manualmente ao carregar uma
nova bobina de fio. Premindo--se a tecla, avança o fio e libertando--se a mesma,
cessa o avanço.
2 tempos ou 4 tempos
Em soldaduras MIG/MAG o disparador do maçarico pode funcionar de dois modos
diferentes:com2oucom4tempos.Afunçãodecomutaçãoentre2e4temposé
ilustrada nas figuras a seguir, juntamente com as demais funções na sequência de
arranque e paragem.
PT

-- 1 5 --
bu14d01p
2 tempos
1
2
Arran-
que a
quente
Pré--fluxo
de gás
Enchi-
mento
de cra-
teras
Pós--fluxo
de gás
Soldadura
Enchimento de
crateras Ajustes
de paragem
Com a opção de 2 tempos, um eventual pré--fluxo de gás arranca quando o
contacto da pistola é premido em (1). A seguir os dados de soldadura elevam--se
até aos valores ajustados ou aos eventuais dados de Hot start ajustados.
Quando o disparador é libertado (2), inicia--se o eventual enchimento de crateras.
Após isso, os dados de soldadura descem até zero e um eventual pós--fluxo de gás
encerra a sequência de soldadura.
SUGESTÃO: Se o disparador for premido novamente durante o enchimento da
cratera, pode--se prolongar a soldadura com os dados finais de enchimento de
crateras, com livre escolha do tempo (linha tracejada).O enchimento de crateras
também pode ser interrompido, premindo--se rapidamente o disparador e
libertando--o durante o enchimento de crateras em curso.
4 tempos
Arran-
que a
quente
Pré--fluxo
de gás
Enchi-
mento
de cra-
teras
Pós--fluxo
de gás
Soldadura
1
2
Enchimento de
crateras Ajustes
de paragem
3
4
Na opção de 4 tempos, o pré--fluxo de gás arranca quando o contacto da pistola é
premido em (1). Quando o contacto da pistola é libertado (2) os dados de soldadura
elevam--se até aos valores ajustados.
Quando se carrega novamente em (3), inicia--se um eventual enchimento de
crateras. Após isso, os valores baixam até à parada de dados.
Um eventual pré--fluxo de gás arranca quando se liberta o contacto da pistola (4).
SUGESTÃO: O enchimento de crateras cessa quando o disparador é libertado (4).
Se, no entanto, o contacto for premido por mais tempo, continuará a soldadura com
os dados finais de enchimento de crateras (linha tracejada).
PT

-- 1 6 --
bu14d01p
2.7 Configuração MIG/MAG
Ver sob o ponto 9.2.4.
2.8 Exemplo de ajuste MIG/MAG
O exemplo abaixo ilustra um ajuste de MIG/MAG com o método arco
curto/pulverizado. O ajuste com o método de pulso faz--se de modo semelhante. O
exemplo pressupõe que a fonte de corrente esteja na posição de sinergia.
2.8.1 Ajustes básicos
No menu principal podem--se efectuar os ajustes relacionados com a escolha de
método e de material.
Começaremos por entrar no menu principal, premindo a tecla MENU.
Podem--se efectuar os seguintes cinco ajustes:
S PROCESSO = MIG/MAG
S MÉTODO = ARCO CURTO/PULVERIZADO
S TIPO DO FIO = Fe
S GÁS PROTECTOR = Ar+8%CO2
S DIMENSÃO DO FIO = 1,2 mm
Processo
ESAB LUD 450
O primeiro ajuste é
paraotipodeprocesso
de soldadura.
Avance com as teclas
de setas até marcar a
linha PROCESSO.
Prima ENTRA para
obter uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar+8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha de MIG/MAG na
lista e carregue em ENTRA. Assim teremos
ajustado PROCESSO = MIG/MAG.
PT
MIG/MAG
SER
TIG
ARCAIR
DIP/SPRAY
PULSADO
Aco Carbono
Aco Inoxidavel
Aco Inox Duplex
AlMg
AlSi
Flux Alma Metal. Fe
Flux. Rutilico Fe
-- 1 7 --
bu14d01p
Método
ESAB LUD 450
Posicione o marcador
na linha do
MÉTODO.Prima
ENTRA para obter uma
lista de alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar+8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha correspondente a
DIP/SPRAY na lista e prima ENTRA. Com isso,
está ajustado
MÉTODO = DIP/SPRAY.
Tipo de fio
ESAB LUD 450
Posicione o marcador
na linha do TIPO DO
FIO
Prima ENTRA para
obter uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar+8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Aqui temos um exemplo de lista em que as
alternativas são tantas que não podem ser mostradas
ao mesmo tempo. A seta no canto inferior
direito indica que há mais alternativas que serão
visíveis descendo mais na lista.
Agora, posicione o marcador na linha de
Aco Carbono e carregue em ENTRA.
Assim, estará ajustado o TIPO DO FIO = Fe.
PT

CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23% CO2
Ar+15%CO2+5%O2
0.8 mm
1.0 mm
1.2 mm
1.6 mm
-- 1 8 --
bu14d01p
Gás protector
ESAB LUD 450
Posicione o marcador
na linha do GÁS
PROTECCAO Prima
ENTRA para obter
uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.0 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha de Ar+8%CO2
e carregue em ENTRA. Assim, estará ajustado
GÁS PROTECCAO = Ar+8%CO2.
Dimensão do fio
ESAB LUD 450
Posicione o marcador
na linha de DIAMETRO
DO FIO
Prima ENTRA para
obter uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar8%CO2
DIAMETRO DO FIO: 1.0 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha de 1,2 mm e carregue
em ENTRA. Assim, estará ajustada a
DIAMETRO DO FIO . =1.2 mm.
PT

-- 1 9 --
bu14d01p
A próxima linha no menu principal é FUNÇÕES AUXILIARES. Mais a esse respeito
pode--se ler no capítulo “FUNÇÕES AUXILIARES“ Ver sob o ponto 9.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
2.8.2 Ajustes de dados de soldadura
No menu de ajustes pode--se ajustar os valores para os diferentes parâmetros de
soldadura tais como tensão e velocidade de avanço do fio. Activando--se a função
de sinergia, um microprocessador encarrega--se de vários desses ajustes.
Comecemos com a visualização do menu principal, carregando no botão MENU.
Para ter acesso ao menu de ajustes, carregue no botão PREPAR. Agora, façamos o
seguinte ajuste:
S AVANÇO DO FIO = 10.0 m/min
Avan ço do fio
PARAMETROS DE SOLDADURA
Posicione o marcador na
linha de VELOCIDADE DE
ALIMENTAÇÃO DO FIO
Ajuste para 10,0 m/min,
graduando com:
TENSAO: # 29.0 (+0.0) V
VELOC.DO FIO:
*
6.0 m/min
INDUCTANCIA: 85 %
MODO SINERGICO ON
PARAM.DEINICIO ....
PARAM DE FIM .
ENCH.
CRATER
HOT
START
4--
TEMPOS
VOLTA
No menu de ajustes também se podem ver os valores de tensão e indutância
ajustados pelo microprocessador.
O parâmetro tensão também se encontra disponível para eventuais ajustes .
PT

-- 2 0 --
bu14d01p
2.8.3 Ajustes de dados de arranque
No menu de dados de arranque podem--se fazer os ajustes que influem no processo
de arranque em soldaduras MIG/MAG. Vamos ajustar:
S PRÉ--FLUXO DE GÁS = 0,8 s
S ARRANQUE LENTO = SIM
S ARRANQUE A QUENTE = SIM
S ARRANQUE A QUENTE, tempo = 1,0 s
S ARRANQUE A QUENTE, avanço do fio = +2,5 m/min
Comecemos pelo menu principal, carregando no botão MENU.
Vamos até ao menu de ajustes, premindo o botão de prepar.
PARAMETROS DE SOLDADURA
Posicione o marcador
na linha de PARAM
DE INICIO e prima
ENTRA.
TENSAO: # 29.0 (+0.0) V
VELOC.DO FIO:
*
10.0 m/min
INDUCTANCIA: 70 %
MODO SINERGICO ON
PARAM.DE INICIO ....
PARAM DE FIM .
ENCH.
CRATER
HOT
START
4--
TEMPOS
VOLTA ENTRA
Tempo de pré--fluxo de gás
Aqui é indicado o tempo em que o gás protector fluirá antes da soldadura começar.
PARAM. DE INICIO, MODO SINERGICO
Posicione o
marcador na linha
de PRÉ--FLUXO
DE GÁS . Ajuste
para 0,8 s com
uma das teclas
mais/menos.
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: NO
HOTSTART: YES
ENCH.
CRATER
HOT
START
4--
TEMPOS
VOLTA
PT
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
A página está carregando ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82


















































































Artigos relacionados
-
ESAB PUA 1 Programming Manual
-
-
-
ESAB U82 Manual do usuário
-
ESAB U82 Aristo Manual do usuário
-
-
-
-
-